Anwendungsüberwachung: Dashboard#
Das Dashboard ist die Hauptschnittstelle für die Echtzeitüberwachung des FlexiVision One-Systems. Auf dieser Seite können Sie die Prozesseffizienz überprüfen, die Zykluszeiten analysieren, die Erkennung der Komponenten validieren und eventuelle Engpässe im System ermitteln.
Übersicht über die Benutzeroberfläche#
Die Benutzeroberfläche des Dashboards ist in vier Hauptbereiche unterteilt:
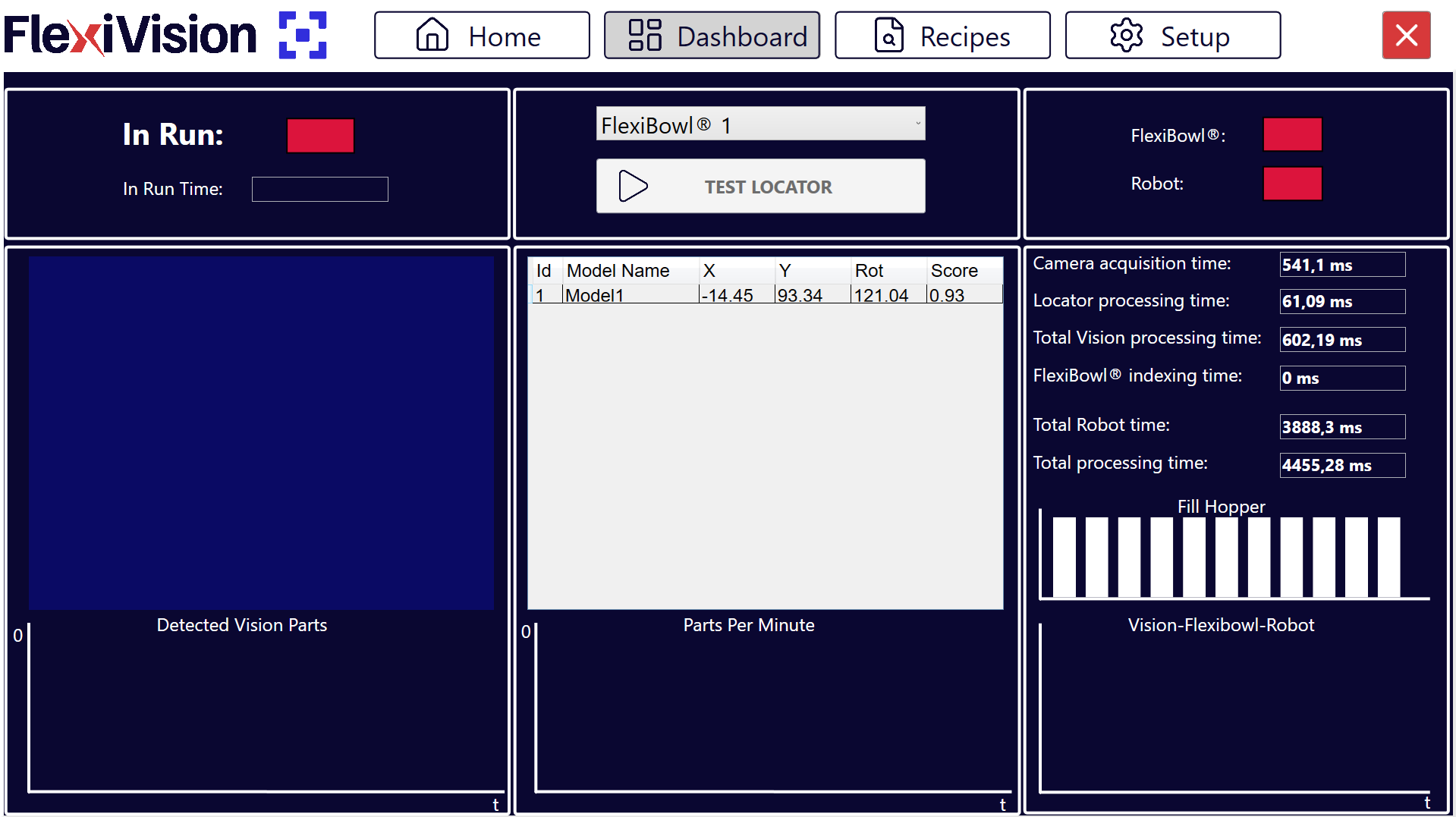
Betriebssteuerung: Befehle und Ausführungsstatus
Bildverarbeitung: Anzeige der erfassten Teile und Details
Leistungsindikatoren: Konnektivität und Zykluszeiten
Grafische Analyse: Historische Diagramme zu Produktivität und Zeiten
Betriebssteuerung - Befehle und Ausführungsstatus#
Element |
Beschreibung und Funktion |
|---|---|
In Run |
Statusanzeige, die anzeigt, ob das System derzeit in Betrieb ist. |
In Run Time |
Zeigt die Gesamtbetriebszeit des Systems seit dem Start der Anwendung an. |
FlexiBowl®-Auswahl |
Dropdown-Menü zur Auswahl des spezifischen FlexiBowl®, der überwacht werden soll. |
Test Locator |
Nimmt ein Foto des Sichtbereichs auf und startet die Erkennung der vorhandenen Komponenten. |
Tip
Test Locator Nützlich für:
Um zu überprüfen, ob die Teile tatsächlich vom Bildverarbeitungssystem erkannt werden.
Für den Fall, dass es zu einer Kollision zwischen Roboter und Bauteil kommt und die Zuverlässigkeit der Sicherheitsabstände überprüft werden soll
Bildanalyse#
In der Mitte des Dashboards werden die Daten zu den vom Bildverarbeitungssystem identifizierten Komponenten angezeigt.
Detected Vision Parts (Erkannte Bildverarbeitungs-Teile)#
Detected Vision Parts zeigt:
In Echtzeit von der Kamera aufgenommenes Bild
Ein Verlaufsdiagramm der Erfassungen der letzten 30 Sekunden, das den Verlauf der Anzahl der pro Aufnahme erkannten Teile anzeigt.
Tabelle der erkannten Modelle#
Details zu den erkannten Komponenten
Die Tabelle unter dem Bild listet alle im Picking-Bereich vorhandenen Komponenten mit den folgenden Parametern auf:
Feld |
Datentyp |
Beschreibung |
|---|---|---|
Id |
Ganzzahl |
Eindeutige fortlaufende Kennung der Komponente (0, 1, 2, …). |
X |
Millimeter |
X-Koordinate des Bauteils. |
Y |
Millimeter |
Y-Koordinate des Bauteils. |
Rot (Rotation) |
Grad |
Drehwinkel der Komponente. |
Score |
Prozentsatz |
Prozentwert (0,00-1,00 oder 0%-100%), der den Grad der Erkennungszuverlässigkeit ausdrückt. Er steht für die Übereinstimmung/Genauigkeit mit dem Referenzmodell. Höherer Score = bessere Übereinstimmung. |
Score > 0.90 (90%): |
|
Score 0.80-0.90 (80-90%): |
|
Score 0.70-0.80 (70-80%): |
|
Score < 0.70 (< 70%): |
|
Status- und Leistungsindikatoren#
Konnektivität#
Statusindikatoren Anzeige für die Kommunikation mit externen Geräten:
Indikator |
Beschreibung |
|---|---|
FlexiBowl® |
Status der Hardwareverbindung zwischen dem VisionController (PC) und FlexiBowl®. |
Roboter |
Status der Kommunikation mit dem Roboter. |
Warning
Maßnahmen bei einer Unterbrechung der Verbindung
FlexiBowl® rot:
Überprüfen Sie das Ethernet-Kabel FlexiBowl® → VisionController
Überprüfen Sie die FlexiBowl®-Stromversorgung
Überprüfen Sie die FlexiBowl®-IP im FlexiBowl®-Setup
Versuchen Sie, eine neue Verbindung herzustellen oder die Software neu zu starten
Roboter rot:
Überprüfen Sie das Ethernet-Kabel Roboter → VisionController
Prüfen, ob der Roboter eine TCP/IP-Verbindung hergestellt hat
TCP/IP-Port im Roboter-Setup überprüfen
Roboterprogramm überprüfen (IP-Adresse des VisionControllers und Port im Abschnitt „Roboter-Setup“ korrekt eingegeben)
In der Produktion müssen beide Indikatoren immer grün sein.
Zeitanalyse#
Das System liefert eine detaillierte Aufschlüsselung der Zykluszeiten, um mögliche Engpässe zu erkennen und den Prozess zu optimieren.
Zeitposten |
Beschreibung |
|---|---|
Kameraverarbeitungszeit |
Zeit, die für die Bildaufnahme vom Kamerasensor benötigt wird. Einschließlich Belichtungszeit und Datenübertragung. |
Locator Processing Time |
Zeit, die der Bildverarbeitungsalgorithmus benötigt, um die Komponenten im aufgenommenen Bild zu lokalisieren und zu erkennen. Abhängig von: Anzahl der aktiven Modelle, Komplexität der Modelle, Anzahl der Abstände. |
Total Vision Processing |
Summe der Zeiten für Kamera und Locator. Stellt die Gesamtzeit dar, die das Bildverarbeitungssystem benötigt, um ein Bild zu verarbeiten und die Koordinaten zu senden. |
Total FlexiBowl® Time |
Zeit, die der FlexiBowl® benötigt, um eine vollständige Bewegungssequenz auszuführen. |
Total Robot Time |
Geschätzte oder gemessene Zeit für den vollständigen Pick-&-Place-Vorgang des Roboters. Beinhaltet: Anfahren → Greifen → Anheben → Ablegen → Zurückfahren. |
Total Processing Time |
Gesamtzeit des gesamten Zyklus (Vision + FlexiBowl® + Roboter). Bezeichnet die Zeit vom Beginn eines Zyklus bis zum Beginn des nächsten. Bestimmt die theoretische maximale Produktivität (PPM). |
Tip
Auswertung der Zeiten zur Optimierung
Anhand des Zeitdiagramms lässt sich der Engpass des Systems ermitteln:
Wenn „Total Vision Processing“ den größten Anteil ausmacht:
Zu viele aktive Modelle → Nicht benötigte Modelle deaktivieren
Zu komplexe Modelle → Durch einen höheren Score-Schwellenwert vereinfachen
Zu viele Clearances → Anzahl oder Größe der Clearances reduzieren
Hohe Kamera-Verarbeitungszeit → Belichtungszeit verkürzen
Wenn „Total FlexiBowl® Time“ den größten Anteil ausmacht:
Zu viele Pausen → Synchronisation von Flip/Move optimieren und Stabilisierungspause (Pause X ms) verkürzen
Bewegungssequenz zu langsam → Geschwindigkeit in Config FlexiBowl® erhöhen
Drehwinkel zu groß → Move Angle verringern
Shake zu lang → SHAKE-Geschwindigkeit erhöhen und SHAKE-Zyklen reduzieren
Wenn die „Total Robot Time“ den größten Anteil ausmacht:
Roboterbahn nicht optimiert → Bahnplanung des Roboters optimieren
Robotergeschwindigkeit zu niedrig → Bewegungsgeschwindigkeit erhöhen (sofern sicher)
Ablageabstand zu groß → Ablagepunkt näher positionieren
Greifzeiten zu lang → Greiferöffnung/-schließung optimieren
Optimierungsziel: Die drei Zeiten ausgleichen, um die Gesamtverarbeitungszeit zu reduzieren.
Grafische Analyse#
Die Grafiken im unteren Bereich des Dashboards ermöglichen eine prädiktive und diagnostische Analyse der Systemleistung im Zeitverlauf.
1. Parts Per Minute (PPM)#
Produktivitätsdiagramm |
Zeigt die durchschnittliche Produktivität des Systems an, ausgedrückt in entnommenen Teilen pro Minute (Parts Per Minute). |
Merkmale: |
|
Verwendung: |
|
Tip
PPM konstant und stabil: |
✓ System gut konfiguriert |
Progressiv sinkender PPM: |
⚠️ Möglicher Verschleiß der Teile (FlexiBowl®-Grip-Oberfläche) |
PPM mit starken Schwankungen: |
⚠️ Instabilität im Prozess |
Korrekturmaßnahmen: |
|
2. Fill Hopper (Trichter befüllen)#
Grafik Trichteraktivierungen |
Zeigt den Verlauf der an den Trichter (Hopper) gesendeten Entleerungsimpulse an. |
Merkmale: |
|
Verwendung: |
|
Tip
Regelmäßige und kontinuierliche Aktivierungen: |
✓ Optimale Hopper-Konfiguration |
Immer häufiger auftretende Aktivierungen: |
⚠️ Der Trichter leert sich (weniger Teile = mehr Aktivierungen, um den Füllstand aufrechtzuerhalten) |
Keine Aktivierung über einen längeren Zeitraum: |
⚠️ Roboter steht still oder läuft verlangsamt (Teile werden nicht verarbeitet) |
Sehr kurz aufeinanderfolgende Auslösungen (Burst): |
⚠️ Hopper-Schwellenwert falsch konfiguriert (zu hoch) |
3. Vision - FlexiBowl® - Roboter (Vergleichsdiagramm)#
Diagramm mit überlappenden Zeiträumen |
Ein Vergleichsdiagramm mit drei Linien, in dem die Dauer der einzelnen Prozesse zeitlich übereinandergelegt wird. |
Verwendung: |
Sofort erkennen, welcher Prozess die Gesamtzykluszeit am stärksten beeinflusst und wie sich dies im Laufe der Zeit verändert. |
Qualitätsüberwachung - Zu überwachende kritische Indikatoren#
Komponenten-Score |
Sicherstellen, dass der Score der erkannten Komponenten stets über dem Toleranzschwellenwert (Accept Threshold) liegt, der bei der Modellkonfiguration festgelegt wurde. |
Überwachung der Werte: |
|
Progressiv sinkende Werte: |
⚠️ Echte Teile weichen vom Trainingsteil ab (Produktionsabweichungen) |
Korrekturmaßnahmen: |
|
Best Practices für die Produktionsüberwachung#
Tägliche Kontrollen#
Zu Beginn der Produktion (5 Minuten): |
|
Während der Produktion (Kontrolle alle 1–2 Stunden): |
|
Am Ende der Schicht (2 Minuten): |
|
Diese Mindestroutine gewährleistet eine schnelle Problemerkennung und gewährleistet die Nachverfolgbarkeit der Leistung.
Leistungsbericht#
Tip
Zu erfassende Schlüsselkennzahlen Zur Bewertung der Leistung im Zeitverlauf erfassen Sie:
Täglich: |
|
Wöchentlich: |
|
Monatlich: |
|
Diese Daten ermöglichen eine kontinuierliche Optimierung und rechtfertigen Investitionen in Verbesserungen.