Monitorización de aplicaciones: Cuadro de mandos#
La Dashboard es la interfaz principal para la supervisión en tiempo real del sistema FlexiVision One. En esta página puede comprobar la eficacia del proceso, analizar los tiempos de ciclo, validar el reconocimiento de componentes e identificar posibles cuellos de botella en el sistema.
Vista general de la interfaz#
La interfaz del panel de control se divide en cuatro secciones principales:
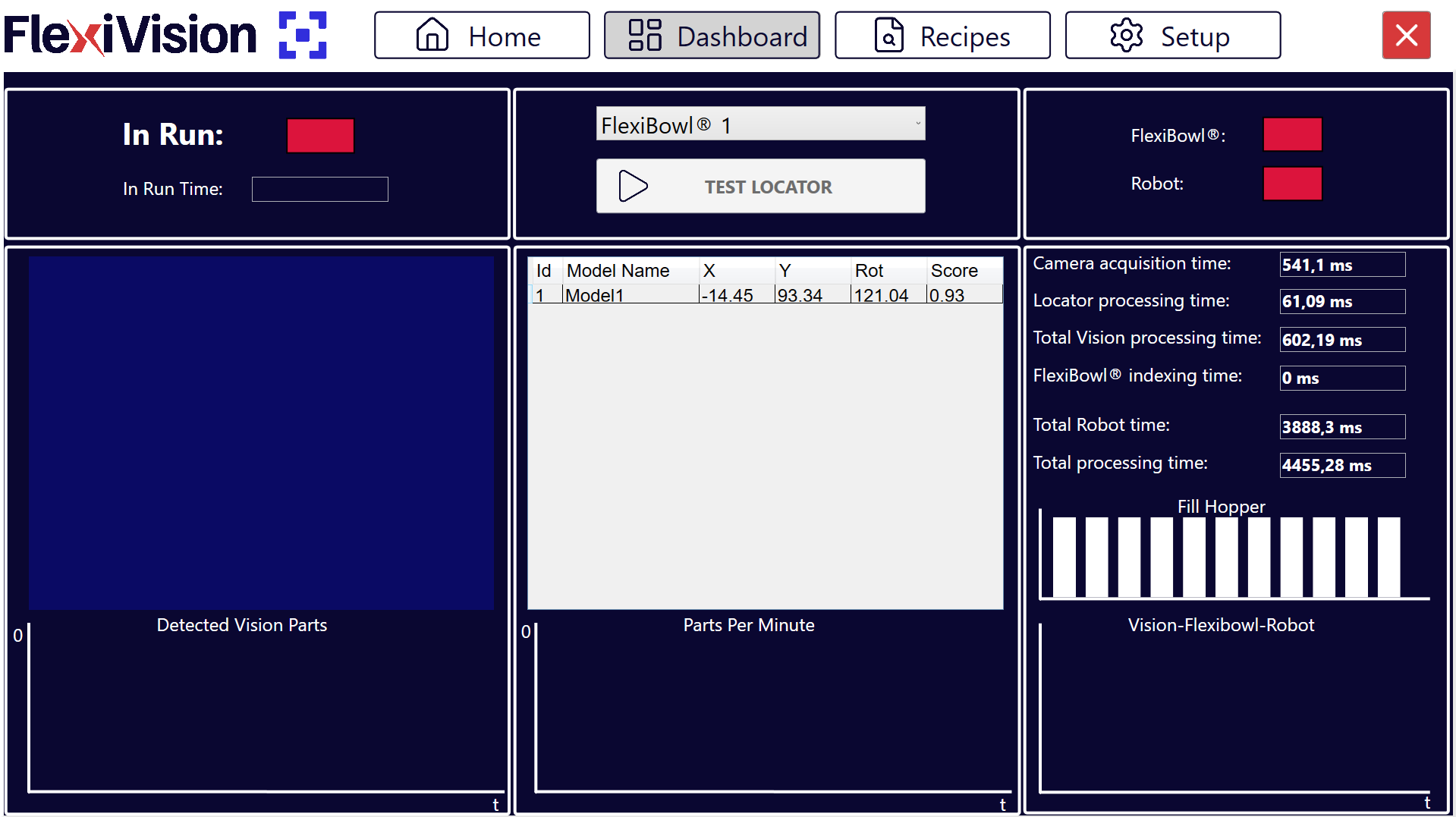
Control operativo: Comandos y estado de ejecución
Análisis de la visión: Visualización de las piezas detectadas y detalles
Indicadores de resultados: Conectividad y tiempos de ciclo
Análisis gráfico: Gráficos históricos de productividad y tiempo
Control operativo - Comandos y estado de ejecución#
Elemento |
Descripción y función |
|---|---|
En ejecución |
Indicador de estado que muestra si el sistema se está ejecutando actualmente. |
En tiempo de ejecución |
Muestra el tiempo total de funcionamiento del sistema desde el inicio de la aplicación. |
Selección de FlexiBowl® |
Menú desplegable para seleccionar el FlexiBowl® específico que se va a supervisar. |
Test Locator |
Toma una foto del área de visión e inicia el reconocimiento de los componentes presentes. |
Tip
Test Locator Útil para:
Verificar que los componentes sean reconocidos efectivamente por el sistema de visión
En caso de colisión entre el robot y el componente, para comprobar la fiabilidad de las clearances
Análisis de la visión#
El centro del cuadro de mandos muestra los datos de los componentes identificados por el sistema de visión.
Partes de Visión Detectadas#
Partes de Visión Detectadas muestra:
Imagen adquirida en tiempo real por la cámara
Un gráfico histórico de las detecciones de los últimos 30 segundos que muestra la evolución del número de piezas reconocidas por adquisición.
Tabla de modelos detectados#
Detalle de los componentes reconocidos
La tabla que aparece debajo de la imagen enumera todos los componentes del área de selección con los siguientes parámetros:
Campo |
Tipo de datos |
Descripción |
|---|---|---|
Id |
Entero |
Identificador único de componente progresivo (0, 1, 2, …). |
X |
Milímetros |
Coordenada X del componente. |
Y |
Milímetros |
Coordenada Y del componente. |
Rot (Rotación) |
Grados |
Ángulo de rotación del componente. |
Puntuación |
Porcentaje |
Valor porcentual (0,00-1,00 o 0%-100%) que expresa el grado de fiabilidad del reconocimiento. Representa la cercanía/fidelidad al modelo de referencia. Mayor puntuación = mejor coincidencia. |
Puntuación > 0,90 (90%): |
|
Puntuación 0,80-0,90 (80-90%): |
|
Puntuación 0,70-0,80 (70-80%): |
|
Puntuación < 0,70 (< 70%): |
|
Indicadores de situación y resultados#
Conectividad#
Indicadores de estado de comunicación con dispositivos externos:
Indicador |
Descripción |
|---|---|
FlexiBowl® |
Estado de la conexión de hardware entre el VisionController (PC) y el FlexiBowl®. |
Robot |
Estado de la comunicación con el robot. |
Warning
Acciones en caso de desconexión
FlexiBowl® rojo:
Compruebe el cable Ethernet FlexiBowl® → VisionController
Compruebe la fuente de alimentación de FlexiBowl®
Compruebe la IP de FlexiBowl® en FlexiBowl® Setup
Intente reconectar o reiniciar el software
Robot rojo:
Compruebe el cable Ethernet Robot → VisionController
Compruebe que el robot tiene una conexión TCP/IP abierta
Compruebe el puerto TCP/IP en la configuración del robot
Compruebe el programa del robot (la dirección IP del VisionController y el puerto se han introducido correctamente en la sección de configuración del robot )
En producción, ambos indicadores deben estar siempre en verde.
Análisis del tiempo#
El sistema proporciona un desglose detallado de los tiempos de ciclo para identificar posibles cuellos de botella y optimizar el proceso.
Hora Elemento |
Descripción |
|---|---|
Tiempo de procesamiento de la cámara |
Tiempo necesario para adquirir la imagen del sensor de la cámara. Incluye el tiempo de exposición y la transferencia de datos. |
Tiempo de procesamiento del localizador |
Tiempo requerido por el algoritmo de visión para localizar y reconocer componentes en la imagen adquirida. Depende de: número de modelos activos, complejidad de los modelos, número de Clearances. |
Procesamiento de visión total |
Suma de los tiempos de cámara y localizador. Representa el tiempo total que tarda el sistema de visión en procesar una imagen y enviar la(s) coordenada(s). |
Tiempo total FlexiBowl® |
Tiempo que tarda el FlexiBowl® en realizar una secuencia de manipulación completa. |
Tiempo total del Robot |
Tiempo estimado o detectado para la operación completa Pick & Place del robot. Incluye: aproximación → recogida → depósito → devolución. |
Tiempo total de procesamiento |
Tiempo total de ciclo (Visión + FlexiBowl® + Robot). Representa el tiempo transcurrido desde el inicio de un ciclo hasta el inicio del siguiente. Determina la productividad máxima teórica (PPM). |
Tip
Interpretación de tiempos para optimización
El gráfico temporal permite identificar el cuello de botella del sistema:
Si el Procesamiento de visión total es el mayor:
Demasiados modelos activos → Desactivar modelos innecesarios
Modelos demasiado complejos → Simplificar con un Umbral de puntuación más alto
Demasiados Clearances → Reducir el número o el tamaño de los Clearances
Procesamiento de cámara alto → Reducir el tiempo de exposición
Si el Tiempo total FlexiBowl® es el mayor:
Demasiadas pausas → Optimice la sincronización Voltear/Mover y reduzca la pausa de estabilización (Pausa X ms)
Secuencia de movimiento demasiado lenta → Aumente la velocidad en Config FlexiBowl®
Ángulo de rotación excesivo → Reduzca el ángulo de movimiento
Sacudida demasiado larga → Aumente la velocidad de Sacudida y reduzca los ciclos de Sacudida
Si el Tiempo total del Robot es el mayor:
Trayectoria del robot no optimizada → Optimizar la planificación de la trayectoria del robot
Velocidad del robot demasiado baja → Aumentar la velocidad de movimiento (si es seguro)
Distancia de depósito demasiado larga → Reposicionar el punto de depósito más cerca
Tiempos de agarre demasiado largos → Optimizar la apertura/cierre de la pinza
Objetivo de optimización: Equilibrar los tres tiempos para reducir el tiempo total de procesamiento.
Análisis gráfico#
Los gráficos de la parte inferior del cuadro de mandos permiten realizar análisis predictivos y de diagnóstico del rendimiento del sistema a lo largo del tiempo.
1. Piezas por minuto (PPM)#
Gráfico de productividad |
Muestra la productividad media del sistema expresada en componentes recogidos por minuto (Parts Per Minute). |
Características: |
|
Uso: |
|
Tip
PPM constante y estable: |
✓ Sistema bien configurado |
PPM en disminución progresiva: |
⚠️ Posible desgaste de componentes (superficie de agarre de FlexiBowl®) |
PPM con fluctuaciones amplias: |
⚠️ Inestabilidad en el proceso |
Medidas correctivas: |
|
2. Fill Hopper#
Gráfico de activaciones del Hopper |
Representa el historial de los impulsos de descarga enviados al Hopper. |
Características: |
|
Uso: |
|
Tip
Activaciones regulares y constantes: |
✓ Configuración óptima del Hopper |
Activaciones cada vez más frecuentes: |
⚠️ El Hopper se está vaciando (menos piezas = más activaciones para mantener el nivel) |
Ninguna activación durante un periodo prolongado: |
⚠️ Robot detenido o ralentizado (las piezas no se consumen) |
Activaciones muy próximas (burst): |
⚠️ Umbral del Hopper mal configurado (demasiado alto) |
3. Vision - FlexiBowl® - Robot (Cuadro comparativo)#
Gráfico de tiempos superpuestos |
Gráfico comparativo de tres líneas que superpone los tiempos de cada proceso a lo largo del tiempo. |
Uso: |
Identifique al instante qué proceso influye más en la duración total del ciclo y cómo varía con el tiempo. |
Control de calidad - Indicadores críticos que deben controlarse#
Puntuación de los componentes |
Asegúrese de que la Puntuación de los componentes detectados esté constantemente por encima del umbral de tolerancia (Accept Threshold) configurado durante la configuración del modelo. |
Seguimiento de la puntuación: |
|
Puntuaciones gradualmente decrecientes: |
⚠️ Piezas reales diferentes de las del entrenamiento (variaciones de producción) |
Medidas correctivas: |
|
Buenas prácticas de supervisión de la producción#
Comprobaciones diarias#
Al inicio de la producción (5 minutos): |
|
Durante la producción (comprobar cada 1-2 horas): |
|
Al final del turno (2 minutos): |
|
Esta rutina mínima garantiza una rápida identificación de los problemas y mantiene la trazabilidad del rendimiento.
Informe de resultados#
Tip
Métricas clave que deben hacerse un seguimiento Para evaluar el rendimiento a lo largo del tiempo, haga un seguimiento:
Diariamente: |
|
Semanalmente: |
|
Mensualmente: |
|
Estos datos permiten una optimización continua y justifican la inversión en mejoras.